

口罩检测不达标?关于口罩的全面讲解!点击了解
口罩检测不达标?关于口罩的全面讲解!点击了解
现在全球疫情还没得到有效缓解,口罩依旧是急需之物。为了缓解口罩的短缺,很多企业众志成城,共克时艰,纷纷加入口罩生产的大军。口罩生产有哪些原材料和技术要求?如何保证口罩的生产质量?小编整理了口罩生产全流程,供大家参考。
医用口罩的原材料选择
医用口罩一般由以下材料构成:
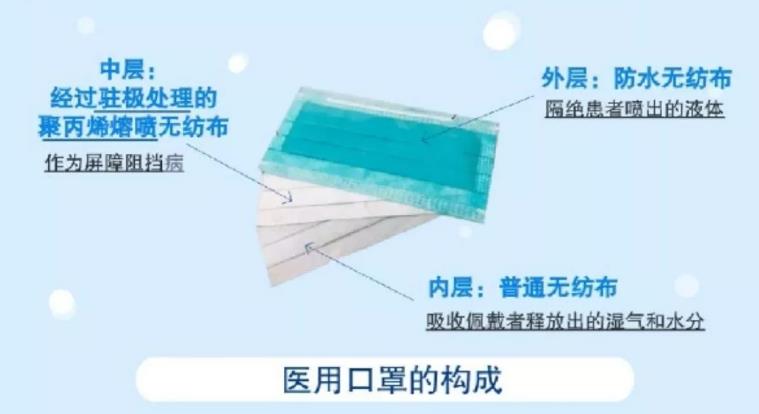
主体材料:常见的医用口罩,主要由三层无纺布组成。内层是普通无纺布;外层是做了防水处理的无纺布,主要用于隔绝患者喷出的液体;中间的过滤层用是聚丙烯熔喷无纺布(有的经过驻极处理,静电驻极能提高过滤效率、降低过滤阻力也有所下降, 甚至对纤网的均匀性也有所改善。)
其他材料包括金属(用于鼻夹)、染色剂、弹性材料(用于口罩带)等
其中起到主要作用的是主体过滤材料PP熔喷布。平面型口罩滤材的主要性能指标为细菌过滤效率BFE,过滤级别有:普通级、BFE95(滤效95%)、BFE99(滤效99%)、VFE95(滤效99%)、PFE95(滤效99%)、KN90(滤效90%)。
企业应根据所要生产的口罩种类选择滤材的过滤效率以及克重。例如一次性医用口罩一般选择20g/m²的BFE95熔喷布,但是N95口罩一般用40g/m²,防护效果更好。
选择滤材供应商时应注意索要滤材的BFE过滤效率报告,目前国际上比较公认的权威机构有美国NELSON(尼尔森试验室)和NIOSH(美国职业安全与健康国立研究所)。
此外,如果生产医用口罩,应关注原材料的生物学相容性。如果供应商能够提供原材料的生物学试验报告(细胞毒、皮肤刺激、迟发型超敏试验),将能节省口罩成品的生物学评价的时间其费用。
欧洲 EN ISO 14683:2014以及ASFM F2100的口罩滤材的标准分别如下表所示,供参考。
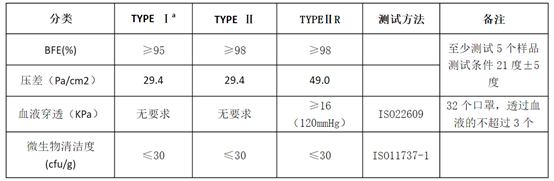
EN ISO 14683:2014医用口罩滤材的分类
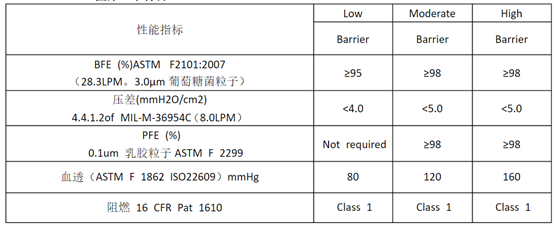
ASTM F2100口罩滤材的要求
口罩的生产过程
常见的医用口罩,主要由三层无纺布组成。内层是普通无纺布,主要用于吸收佩戴者释放出的湿气和水分;外层是做了防水处理的无纺布,主要用于隔绝患者喷出的液体;核心中间的过滤层用的是经过驻极处理的聚丙烯熔喷无纺布,作为屏障阻挡病菌。
口罩生产“七步走”
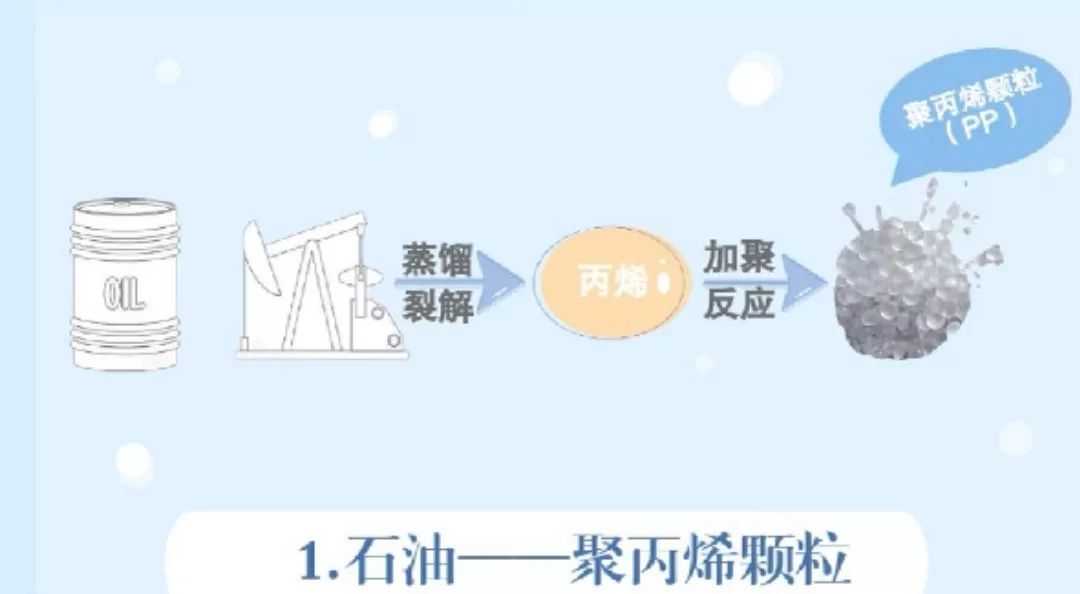
石油经过蒸馏裂解得到丙烯,丙烯加聚反应形成的聚合物就是聚丙烯(PP)颗粒。
聚丙烯颗粒经过融化塑形得到聚丙烯纤维。
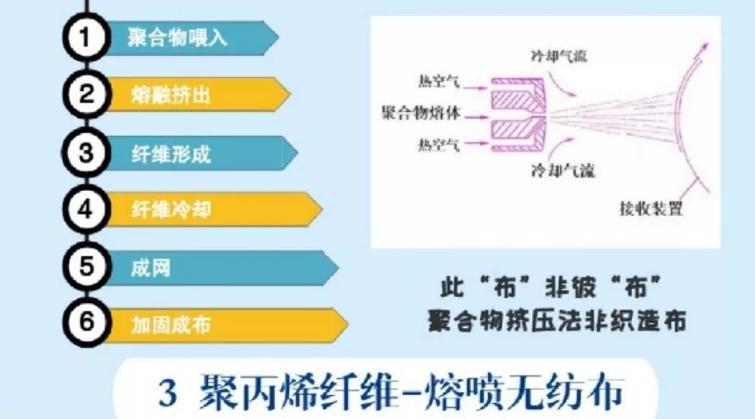
熔喷无纺布的工作原理是用高速热空气对模头喷丝孔挤出的聚合物熔体细流进行牵伸,由此形成超细纤维并凝聚在接收装置上,依靠自身粘合成为非织造布。
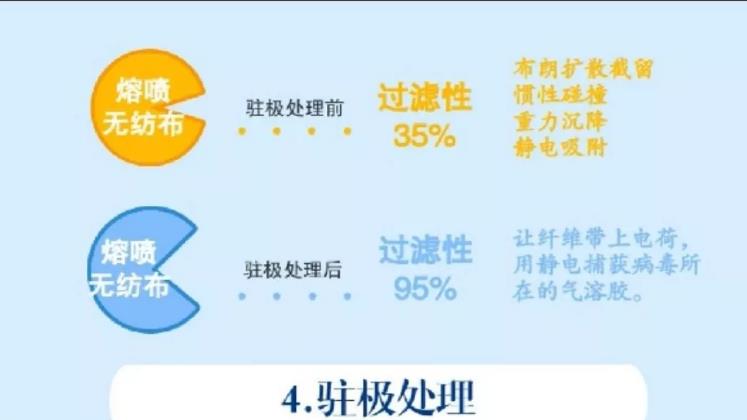
以此来增加静电吸附性,在不改变呼吸阻力的前提下,实现95%的过滤性,有效防护病毒。
口罩生产是自动化生产线,目前我国口罩生产可谓秒速,仅需0.5秒就能生产一只口罩。(具体生产工序见后面动图介绍)

环氧乙烷是一种广谱灭菌剂,可在常温下杀灭各种微生物。

环氧乙烷易燃易爆,对人体有毒,因此杀毒后需要静置7天用于解析,残留量低于要求值,才能包装出厂,供给医护人员使用。
一次性医用口罩的制作流程
起码三层
如果你把口罩裁剪开来,能看到起码有 3 层,外侧两层无纺布,中间则为滤纸。这个层数要求是有生产规定的,至少三层。

我们看市面上被曝光的那种一戳就破的劣质口罩,只用 1 层无纺布,就是无良厂家严重的偷工减料...

合并三层
这样的三层无纺布原料,就是经过下图这样的生产机叠合在一起。

有没有注意到这台机器的左上角这个小喇叭?有条串线穿过喇叭口不停地往里送。
缝进鼻夹
这就要看口罩的第二个结构:口罩上部那根可弯折的金属丝。佩戴的时候要捏合鼻夹固定到鼻梁上,这样戴口罩才会严实。不然没这结构的话,我这种塌鼻子漏风是比较严重的,密封不严密,影响防护效果...

来看一个特写,就是沿着无纺布的一侧匹配输送金属丝,然后下图结构一卷边,后面再一缝合,就搞定了。

层叠部分
口罩主体部分就是下图这个层叠结构,拉开来完全罩住口鼻,脸大也不怕。
这个层叠结构截面长这样,这就需要有一个机器折叠的环节。
就是下图这样的机械设计,有这么三片可调节的斜面。
设定好小斜角,让大片无纺布沿着这几个斜面,由左到右逐渐变窄的归拢出「折叠结构」来。
接着还有一个压片的环节,把口罩表面压平整。
裁断环节
口罩的单个裁断和缝边,大多是全自动无人工的处理。
而不同的口罩是有细微的制造差异的,有的是缝边,有的直接是热压胶合,小细节了。
出来的就是单独的一个口罩主体了。还没完,后面还有好几个步骤呢。
补边压合
口罩的边沿,各有一条无纺布去增强和压合挂耳绳的,以免一拉就扯断。
左右两大卷无纺布,等着要补强口罩边沿了。
一侧被包裹之后,立刻压平粘合。
这时候出来的原先已经裁断好的口罩们,再次被连到了一起。
所以还需要一个裁断补强边的环节,一刀两断...
热压固定挂耳绳
在口罩边沿还需要用上粘着剂,就下图这样这边机械爪送挂耳绳,那边底下就热压粘着剂的把挂耳绳固定在口罩上了。
如此一来,一个平整型的口罩就算制作完成了。
当然,之后还要请出我们的「人工质检」。最近的口罩工厂新闻里我们常看到员工去扯耳绳测试或者整理口罩,有人担心无菌问题,放心啦,都还要再送去消毒灭菌~
打开式口罩
消毒之前,我们再来看一个打开式口罩的制作,这种是常见于防雾霾口罩或是防护规格更高的,比如带呼吸阀的那种。
下图的进料看的非常清楚,右边 5 卷无纺布,说明是有 5 层的结构,橘色的转盘进的则是鼻夹处的金属丝。
打开式口罩最主要的结构特别就在下图了。
一整块平整面料经过这个 V 型结构给折叠到一起,之后再是裁剪成单独一个的,接着的裁边缝合、加固封耳线的制作都差不多就不赘述啦~
消毒灭菌
说起无纺布,是不是也听老人家抱怨过,说这种环保袋不结实,多用几次就容易破碎?
脆弱的无纺布一般不用高温消毒法,是用「环氧乙烷」这种无色气体杀灭细菌、霉菌及真菌的。
找了一个动画演示图,成批的口罩送入消毒室,然后通环氧乙烷气体(下图的黄色是为了高亮,其实无色的),达到一定浓度后完成了消毒过程。
之后要在消毒室里通空气和氮气去稀释和抽走环氧乙烷,如此多次,直到口罩表面的环氧乙烷残留量达标为止。
单独密封和成打密封
我们买到手的口罩一般有单独一个的密封包装和一叠塑封一起的几联包,这两种没有什么优劣之分,看你使用量而定。
需要注意的是,只有最内包装标有环氧乙烷消毒的才有消毒,无消毒包装的都没有消毒。
想办口罩厂,这些方面必须考虑
生产哪种医用口罩?
医用口罩分为如下三类:医用普通口罩(一次性使用医用口罩)、医用外科口罩和医用防护口罩,其防护能力由低到高,生产的难度也有区别。
此外,三种执行的标准也不同。一次性使用医用口罩、医用外科口罩和医用防护口罩分别需要满足YY/T 0969-2013《一次性使用医用口罩》、YY 0469-2011《医用外科口罩技术要求》和GB 19083-2010《医用防护口罩技术要求》三个标准。
其中一次性使用医用口罩可以分为无菌和非无菌两种包装。无菌包装比非无菌包装更有难度,而且环氧乙烷灭菌需要约14天的解析时间,无菌检查也需要将近20天的时间,因此整体花费的时间也更长。
按照面罩形状可以分为平面形、鸭嘴形、拱形或折叠式等。按照佩戴方式可以分为耳挂式、绑带式或头带式。
因此,企业需要先根据自身的能力以及能够承受的时间、金钱投入来决定生产哪一种医用口罩。
不同类别的口罩从原材料、生产工艺、检验要求等方面都有差别,如果一开始不确定好,会浪费很多时间。
哪种市场准入方式?
企业想要生产一次性使用医用口罩,但又担心投入的成本打水漂,因此希望能够尽快获得市场准入。综合目前市场上的各类途径来看,总体可分为如下四条路径。企业可结合自己的现状以及目标客户来决定选择哪条路径,切不可盲目行事:
1. 民用口罩
按照GB/T 32610-2016 《日常防护型口罩技术规范》生产民用口罩,但同时该口罩也按照医用口罩的标准检测,取得权威第三方检验机构的检验报告。在此途径下,产品包装上不得声称为医用口罩,也无需办理医疗器械注册证,能够节省时间。但企业同时按照医用口罩的标准检验,能够保证其口罩质量,也可用于非医疗人员的普通防护。
2. 出口转内销
各地药监局均发布了出口医疗器械转内销的绿色通道,对于原来生产国外标准口罩用于出口,有能力生产国内标准口罩,却未取得相关资质的企业,可以通过这些绿色通告迅速取得市场准入,从而销往医疗机构,供应急使用。
3. 生产应急医疗器械产品备案
很多非医疗器械企业或者原先没有生产出口口罩的企业也想建立口罩生产线。难度会更大一点,但有些药监局有生产应急医疗器械产品备案的程序,可以帮助这些企业快速取得产品备案,例如江苏省就有这样的政策。但对这些企业来说,新建一条生产线,并且建立基本的质量管理体系,通过药监局的现场检查并不容易。需要有熟悉医疗器械行业的人员指导,并与药监人员密切沟通,及时整改。
此条路径与“出口转内销”路径虽然整体难度不大,时间也相对短,但是取得的备案凭证有效期不会太长,基本只能用于疫情期间使用。
4.取得第二类医疗器械注册证
这是最正规的路径,也是难度最大、投入最多的路径。
以一次性使用医用口罩为例,我们大概统计了上述路径的难易程度、所需时间、优缺点,见下表。
口罩检验要求及相关标准
医用口罩产品的检测包括出厂检验和型式检验。出厂检验项目至少应有以下项目:外观、结构与尺寸、鼻夹、口罩带、微生物指标、环氧乙烷残留量(若采用环氧乙烷灭菌)的要求。其他还有些重要的指标例如细菌过滤效率、通气阻力、颗粒过滤效率、密合性等。详见标准文本。
考虑原材料的进货检验以及口罩的出厂检验,企业应配置基本的检验仪器,如电子天平、测力计、千分尺、游标卡尺、直尺、白度仪等。如果微生物指标和环氧乙烷残留量均自检,则需要有微生物实验室及相应的仪器。
型式检验应为产品标准的全性能检验,应选择有资质的检验机构。
我们收集了口罩相关的标准、法规要求、文件、资料要求。
YY 0469-2011医用外科口罩
GB19083-2010医用防护口罩技术要求
YY/T 0969-2013 一次性使用医用口罩
GB/T 32610-2016 《日常防护型口罩技术规范》
GB 2626-2006呼吸防护用品
GB 2890-2009呼吸防护 自吸过滤式防毒面具
BS EN 14683-2014 医用口罩 要求和试验方法
《医用口罩产品注册技术审查指导原则》
口罩相关质量管理体系文件
厂房设施及生产设备
无菌口罩一般要在10万级洁净车间生产。如果企业新建洁净厂房是一笔不小的投入,时间上也不一定来得及。此点需要考虑。
口罩的生产一般是全自动或者半自动的。
全自动设备包括全自动平面口罩机、全自动折叠口罩机等。全自动设备较贵。
半自动的设备包括口罩成型机、口罩压合机、口罩切边机、呼吸阀冲孔机(若有呼吸阀)、鼻梁条线贴合机、耳带点焊机、呼吸阀焊接机(若有呼吸阀),一般全套大概要50万左右。但是目前口罩生产设备缺货,交期基本要60天左右。
需要注意的是,如果生产无菌医用口罩,则会涉及到灭菌工序。目前绝大部分企业选择的是环氧乙烷(EO)灭菌。很少采用辐照灭菌,据说辐照灭菌可能导致细胞过滤效率不通过。
如前文所说,环氧乙烷灭菌的口罩需要进行解析。因为环氧乙烷灭菌后,口罩上会有环氧乙烷残留,而环氧乙烷是一种有毒的致癌物质,长期吸入环氧乙烷,不但刺激呼吸道,还会有致癌可能性。长期少量接触,可见有神经衰弱综合征和植物神经功能紊乱。因此,经环氧乙烷灭菌的医用口罩,必须经过解析释放口罩上残留的环氧乙烷,经检测合格才能出厂上市。大部分企业经过验证的环氧乙烷解析时间大约是14天,能确保口罩中残留的环氧乙烷含量低于10ug/g的安全标准。
另外,环氧乙烷灭菌的口罩应选用透气的内包装材料。否则环氧乙烷难以穿透,难以达到灭菌效果。
